3-Axis CNC Platform
Selbstgebauter 3-Achsen-CNC-Fräser – von der ersten Version bis zur stabilen V4
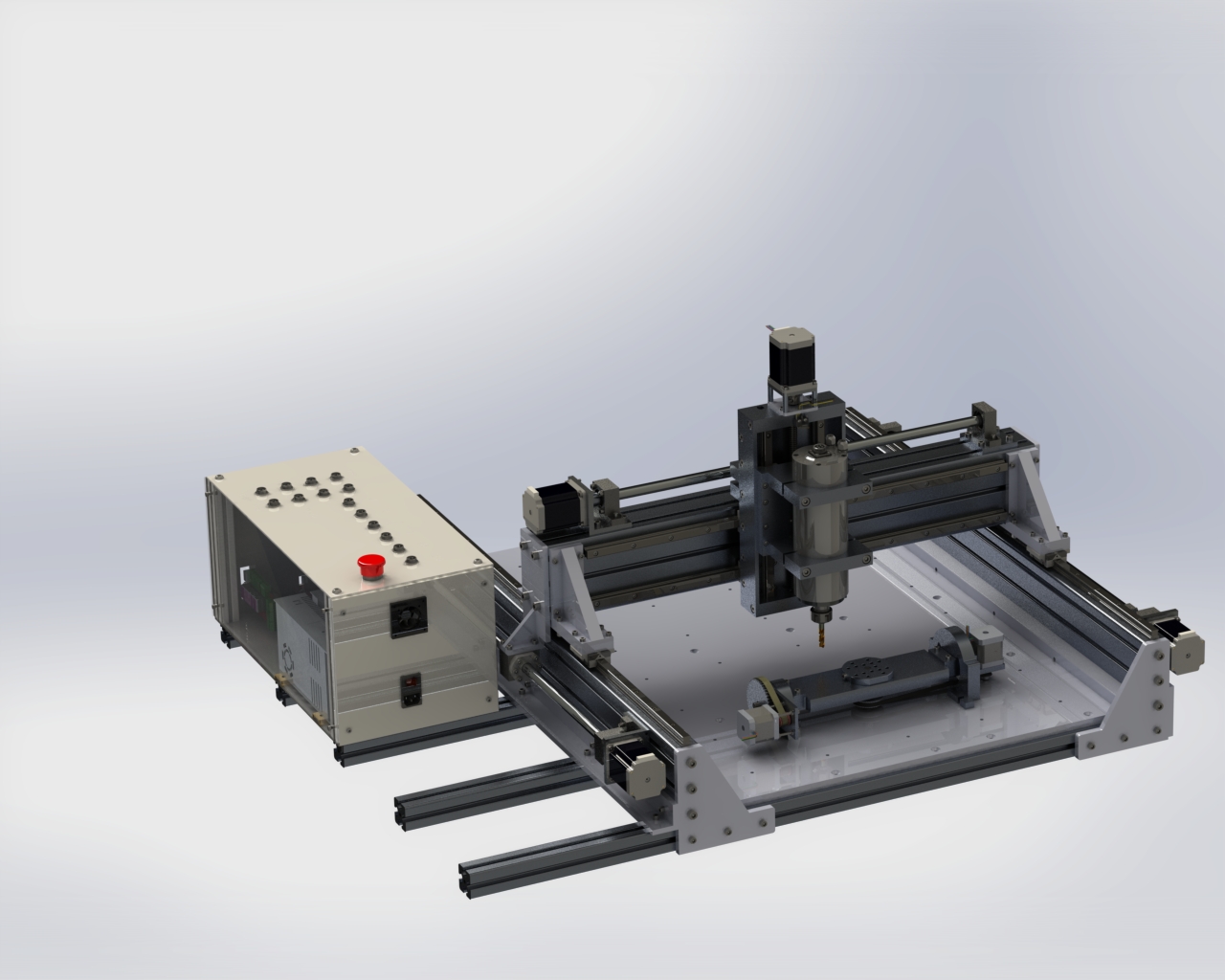
Dieses Projekt begleitet mich seit Jahren: ein komplett selbst konstruierter und gebauter 3-Achsen-CNC-Fräser auf Basis von Aluprofilen, 3D-gedruckten Teilen und linearen Führungen. Über mehrere Versionen wurde die Maschine laufend stabiler, präziser und leistungsfähiger – von der ersten Engraving-fähigen Version bis zur aktuellen V4, die problemlos Aluminium fräst. Aktuell läuft die Maschine mit meinem neuen 6-Achs-Controller (UC300ETH + UB1) und UCCNC bzw. Mach4 unter Windows.
Technische Daten
| Arbeitsbereich (V4) | 550 × 700 × 80 mm |
|---|---|
| Wiederholgenauigkeit (V4) | 0.01 mm |
| Rückspiel (V4) | 0.01 mm |
| Wiederholgenauigkeit (V3) | ± 0.01–0.02 mm |
| Material Rahmen | Aluprofile, Hartholz-Arbeitsplatte, Alu Platten (V4) |
| Antrieb V1 | Zahnriemen, NEMA 17 Schrittmotoren, A4988-Treiber |
| Führungen ab V3 | Linearführungen |
| Antrieb ab V3 | 16-mm-Kugelumlaufspindeln statt Zahnriemen |
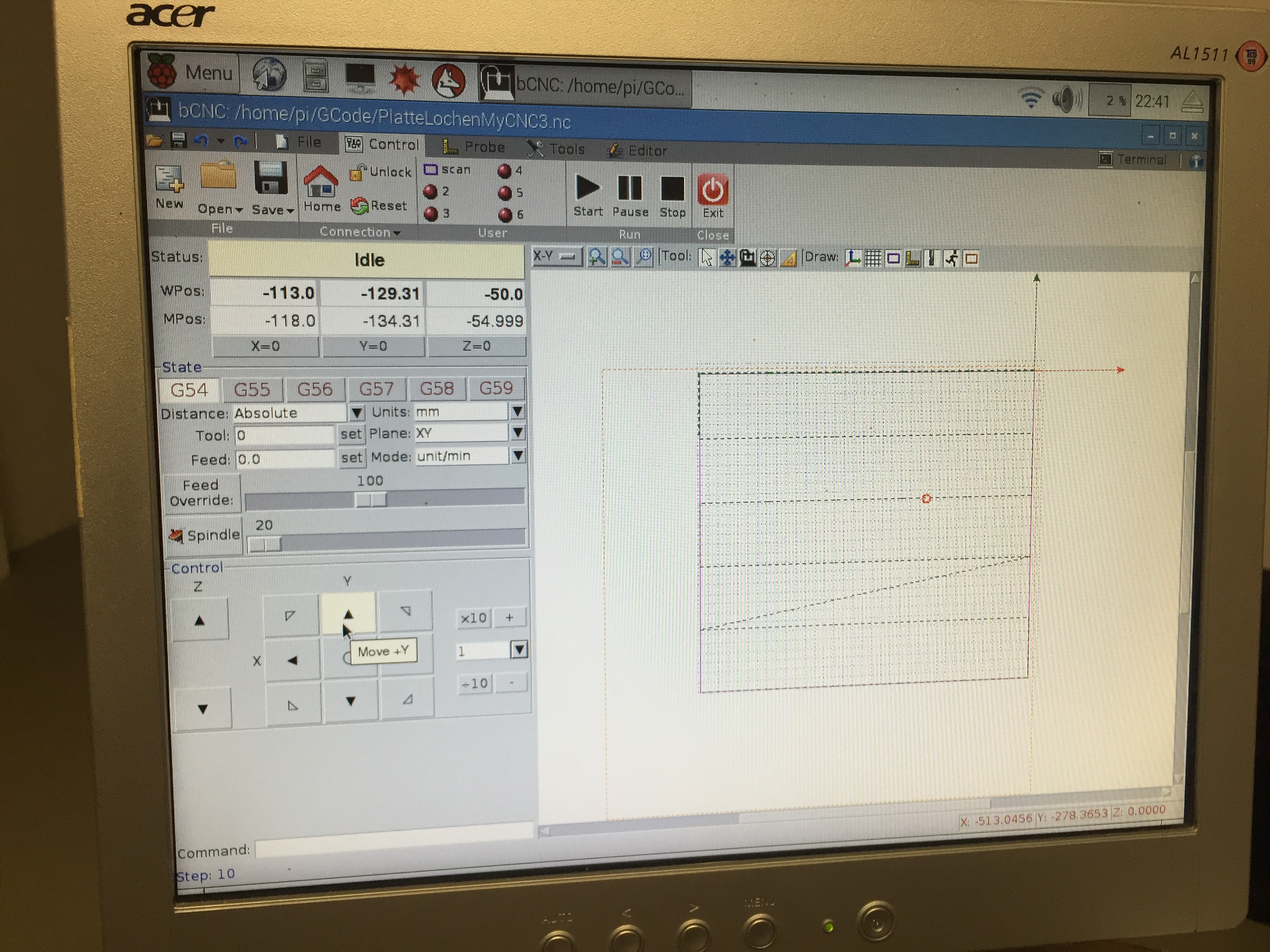
| Steuerung V1–V3 | Raspberry Pi + Protoneer CNC-HAT, GRBL, bCNC |
| Steuerung V4 | UC300ETH / UB1 6-Achs-Controller, UCCNC / Mach4, NEMA 23 + externe Treiber |
Versionsverlauf
V1 – Erste Version (2016)
Die erste funktionsfähige Maschine, angetrieben über Zahnriemen mit NEMA-17-Schrittmotoren (A4988-Treiber) auf einem Raspberry-Pi-CNC-HAT mit GRBL/bCNC. Geeignet für Gravieren, Bohren und Konturfräsen in Holz. Bekannte Schwachstelle: Stabilität der Zahnriemen unter Last.
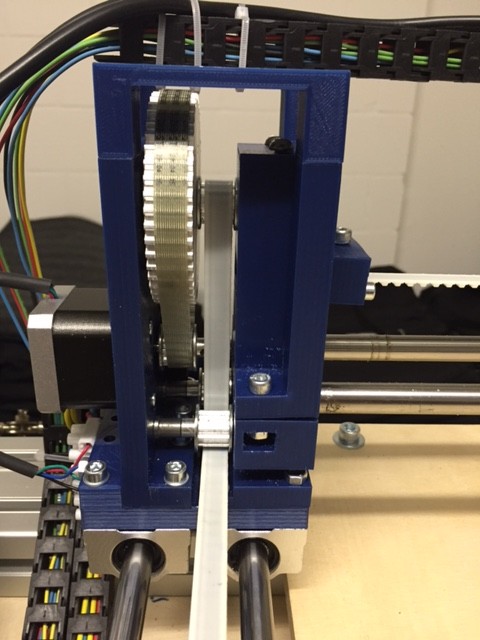
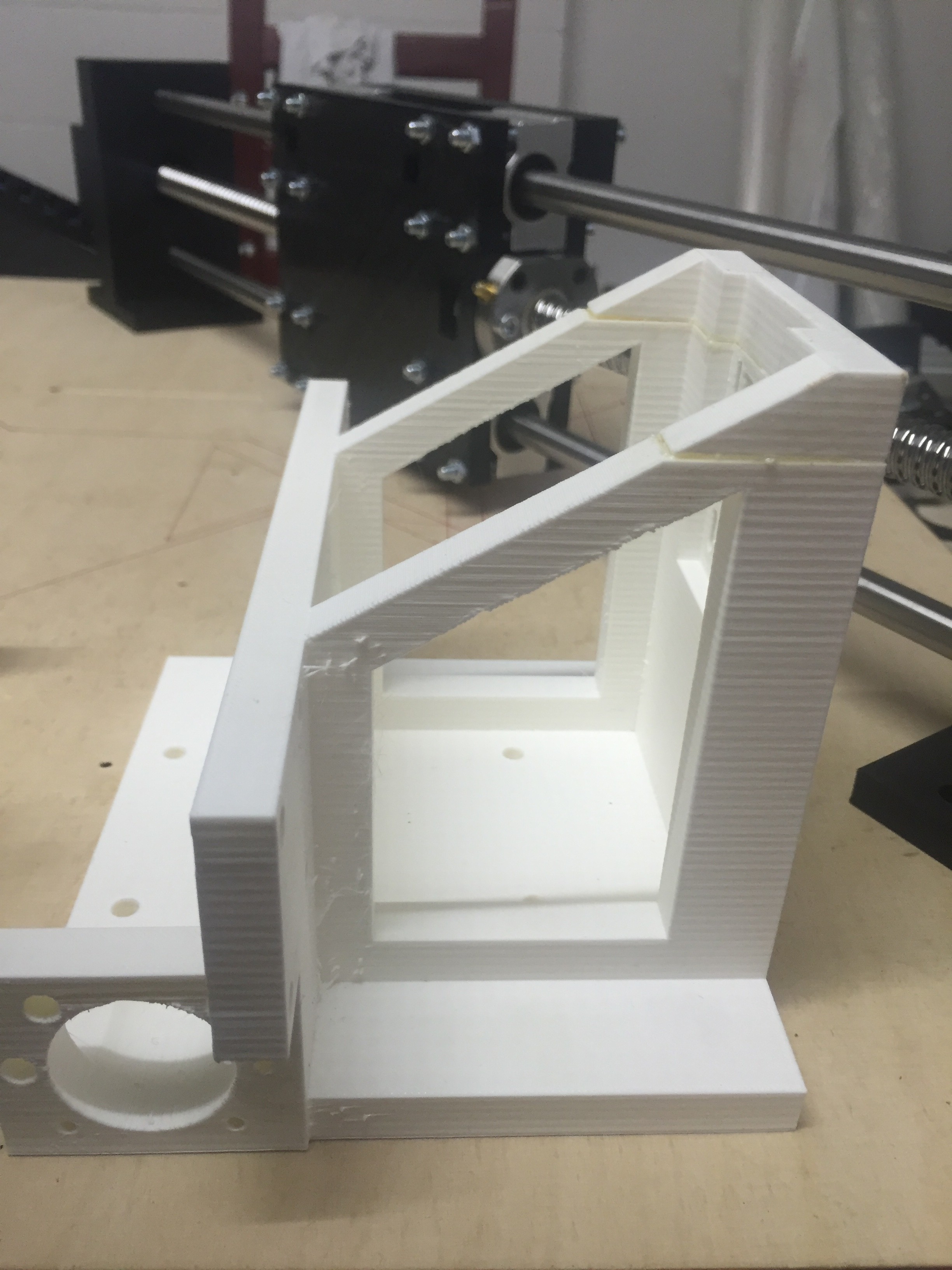
V3 – Kugelumlaufspindeln & mehr Steifigkeit (2016)
Die Zahnriemen wurden durch 16-mm-Kugelumlaufspindeln ersetzt, die gedruckten Teile auf mehr Steifigkeit hin überarbeitet. Damit war die Maschine fertig aufgebaut und erreichte eine Wiederholgenauigkeit von ca. 0.01 mm und ein Rückspiel von ca. 0.02 mm. Mit dieser Version wurden bereits Holz gebohrt und POM (Polyacetal) gefräst.
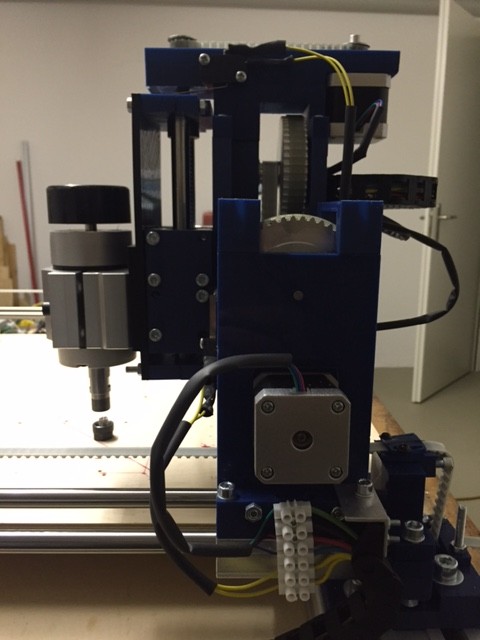
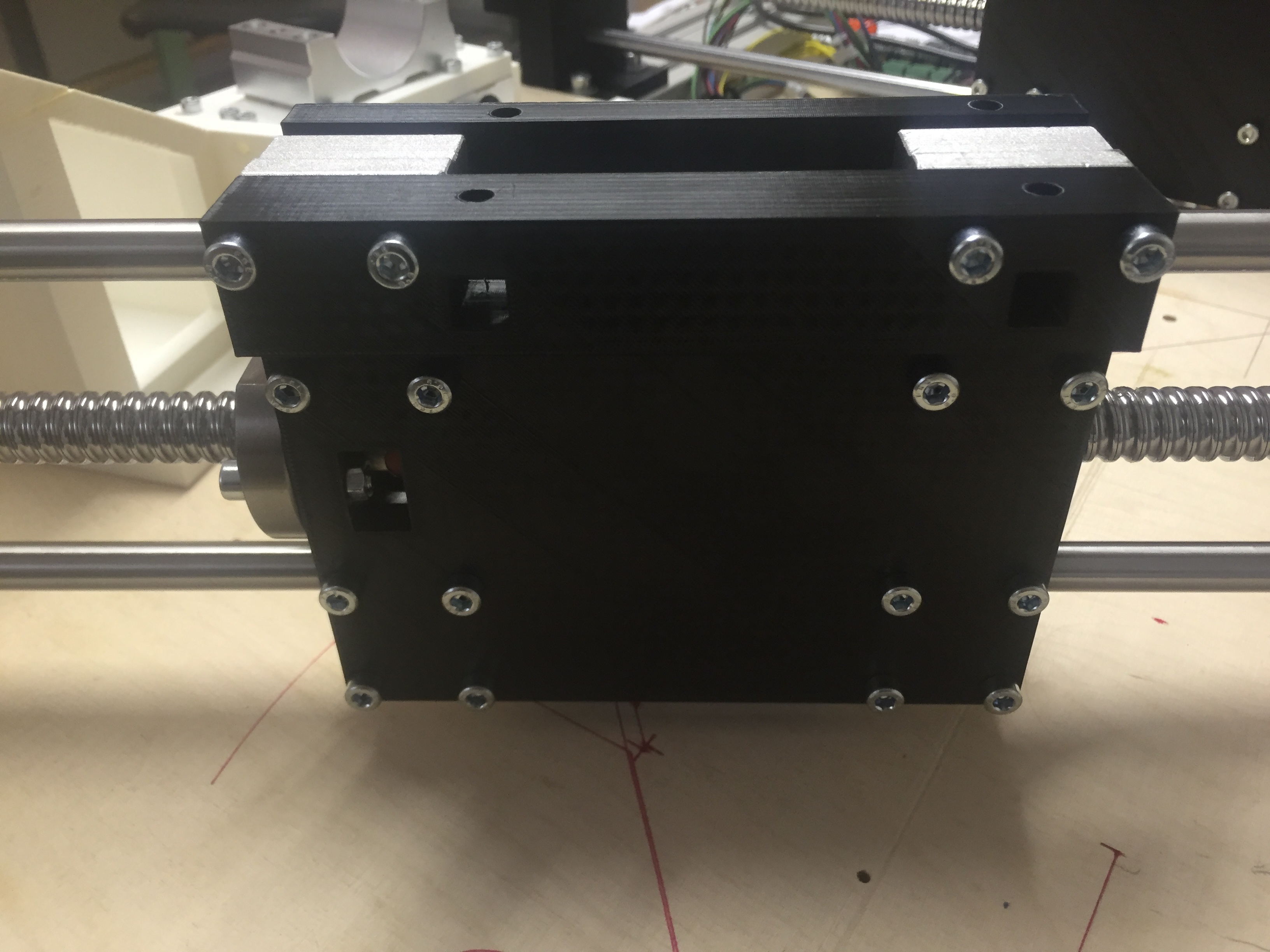
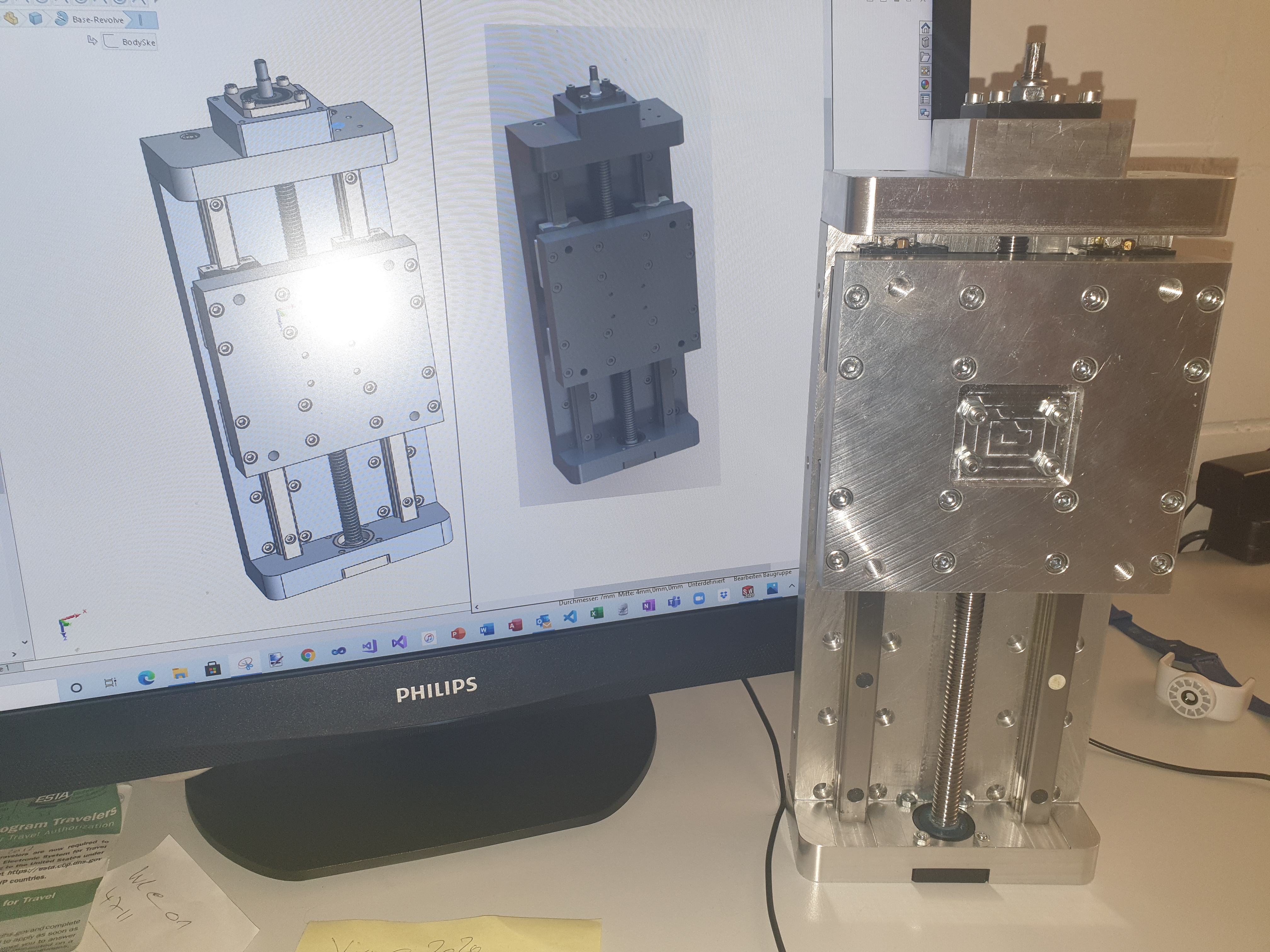
V4 – Neue Steuerung & größerer Arbeitsbereich (laufend)
Deutlich stabilerer und steiferer Aufbau mit einem Arbeitsbereich von 550 × 700 × 80 mm – Aluminium-Fräsen ist damit problemlos möglich. Die ursprüngliche Raspberry-Pi-Elektronik wurde durch einen 6-Achs-Controller auf Basis von UC300ETH und UB1 ersetzt, der mit UCCNC bzw. Mach4 auf einem Windows-PC läuft. Die Z-Achse wurde mehrfach überarbeitet (zuletzt mit Kugelumlaufspindel ⌀ 12 mm, Steigung 2.5 mm, und 15-mm-Profilschienenführungen) und bringt eine deutlich bessere Wiederholgenauigkeit.
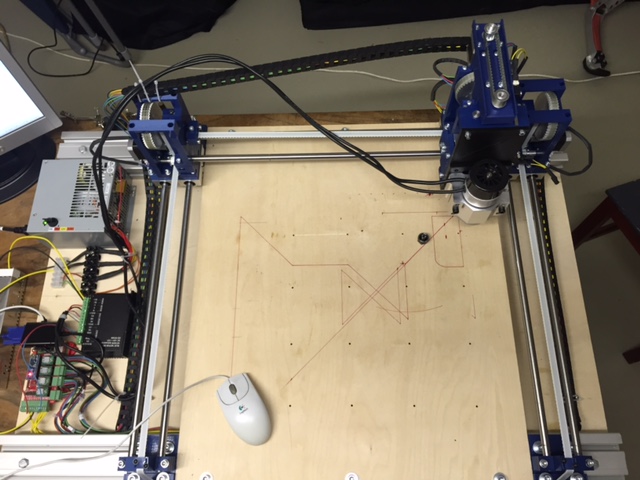
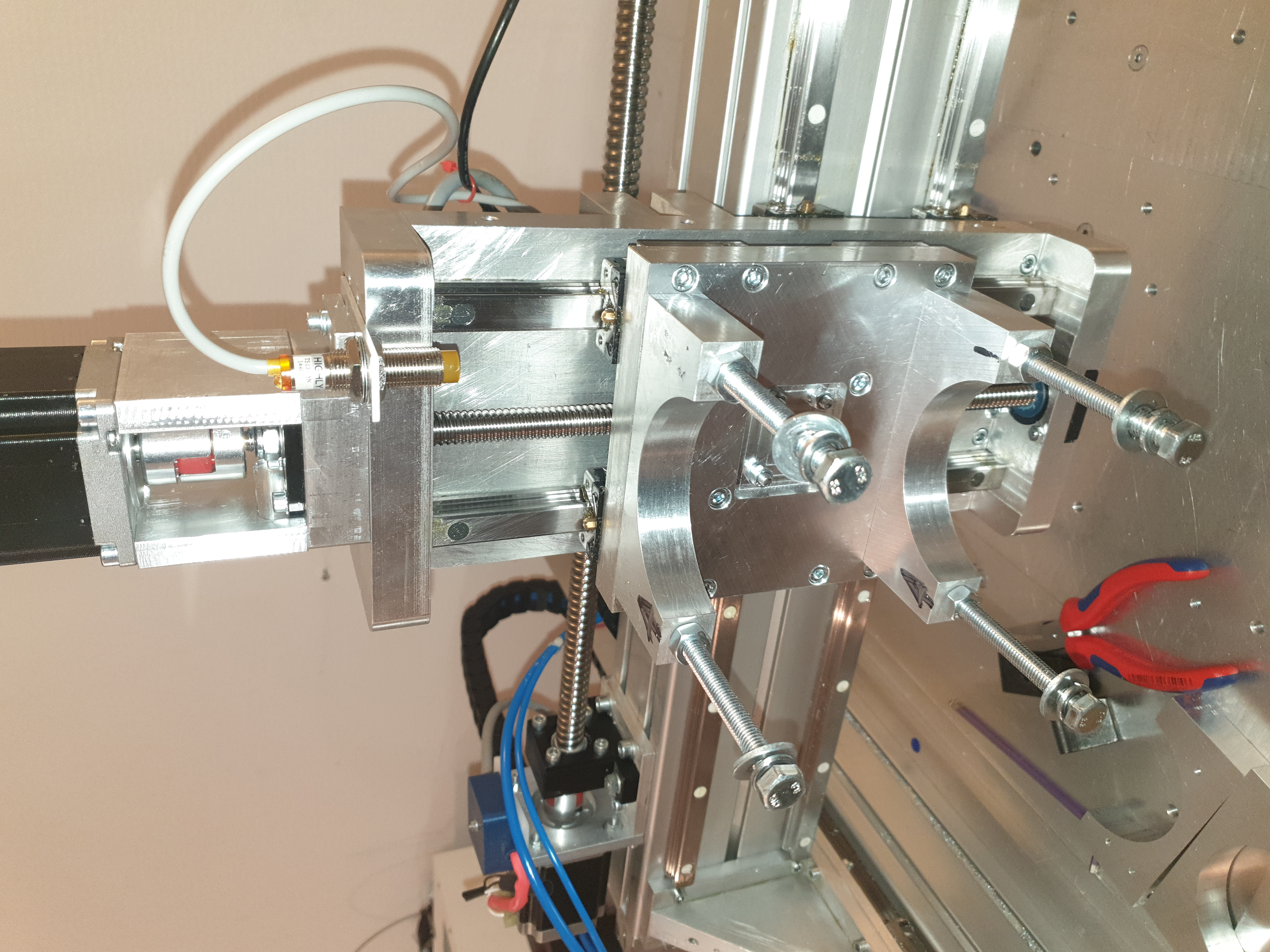
The Real Thing
Repeat Precision: 0.01 mm
Reverse Backlash: 0.01 mm
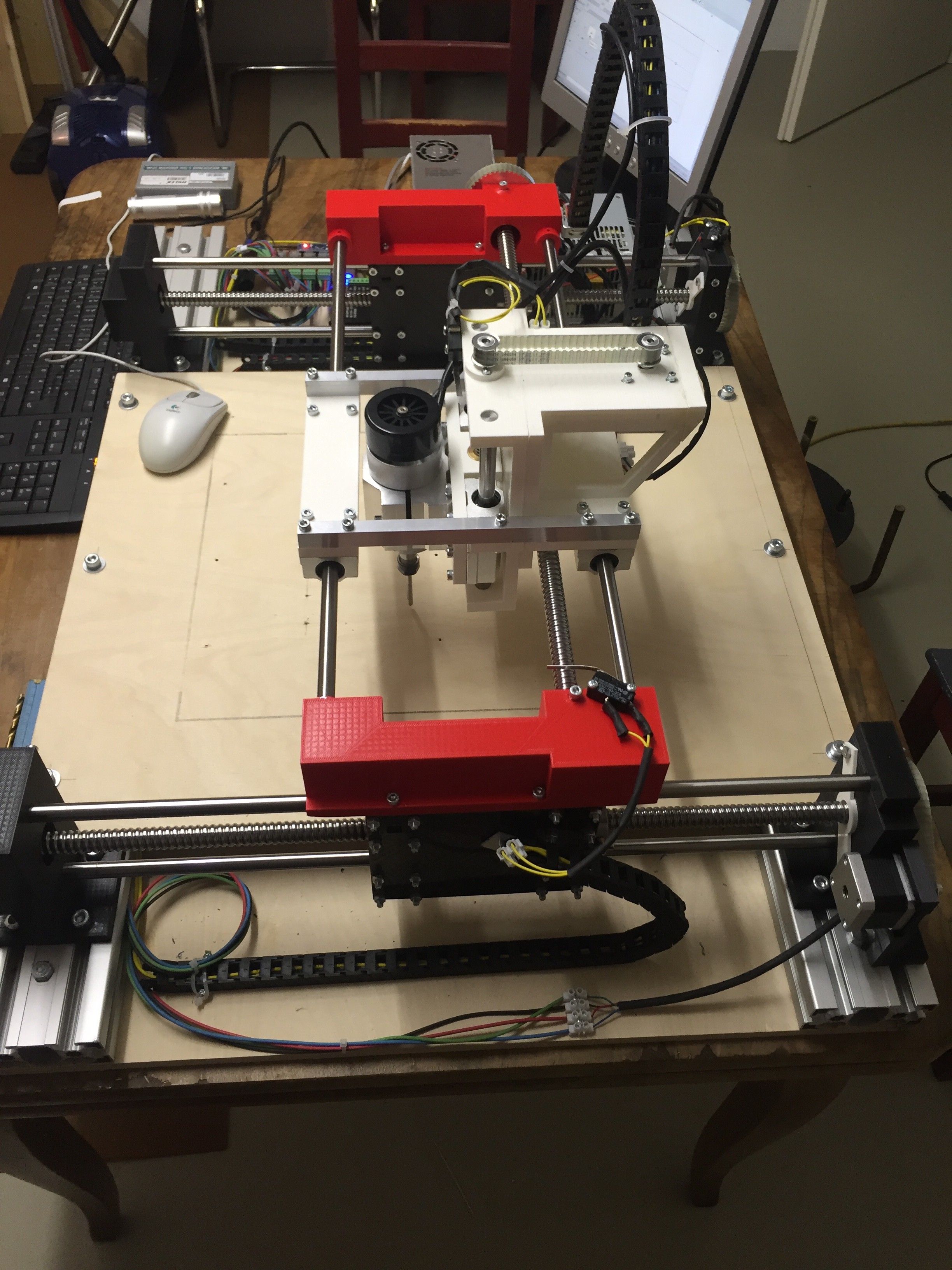
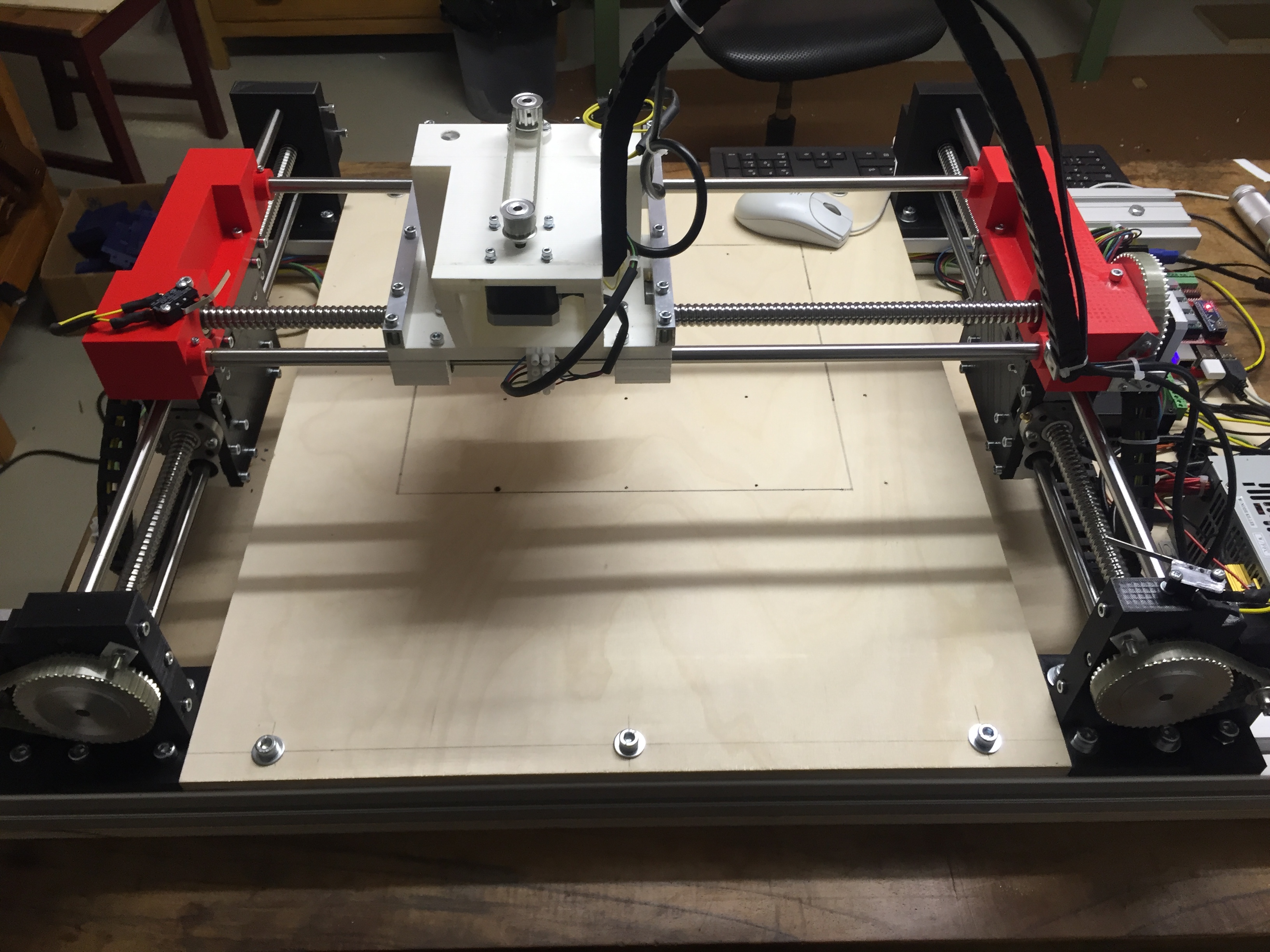
So sieht die V4 mit dem neuen 6-Achs-Controller (UC300ETH/UB1 + UCCNC) heute aus:
Aufbau & Montage
Der grundsätzliche Aufbau ist bei allen Versionen ähnlich:
- Linearführungen und Kugelumlaufspindeln (V4)
- Aluprofile auf der Grundplatte montieren, Arbeitsplatte aus 12-mm-Hartholz (V1-3) oder Alu (V4) aufsetzen
- Achsen montieren – Reihenfolge: Y-Achse, X-Achse, Z-Achse
- Schrittmotoren und Endschalter verkabeln (0.5 mm² Litzenkabel)
- Elektronik & Software konfigurieren (siehe Steuerung)
Steuerung & Software
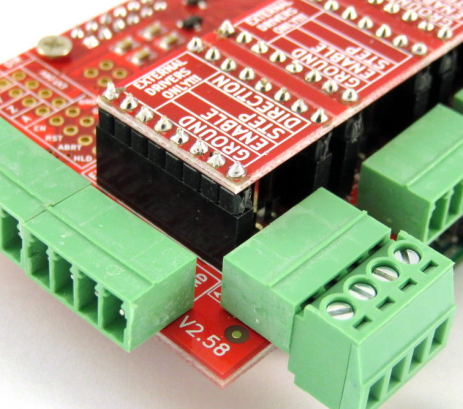
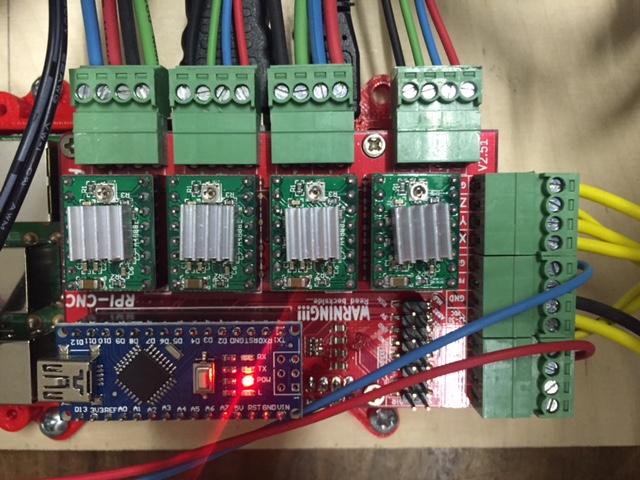
V1/V3 (Raspberry Pi): Schrittmotortreiber (A4988) auf dem Protoneer-CNC-HAT, 16 Mikroschritte, Y-Achse gekloned (gegenläufig verdrahtet). Steuerung über GRBL und bCNC. Maschinenparameter X/Y: 307–3072 Schritte/mm (je nach Version), Z: 1066.667 Schritte/mm. G-Code wurde mit HSMxpress (SolidWorks 2013) und EstlCAM erzeugt.
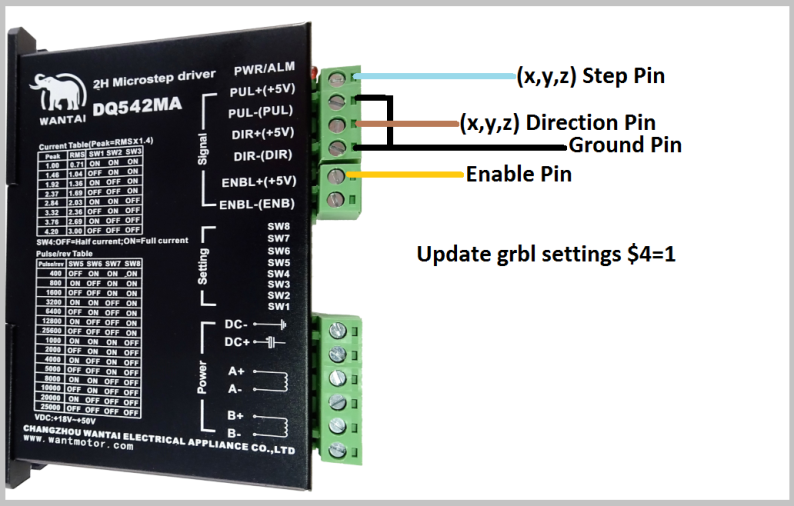
V4 (UC300ETH/UB1): NEMA-23-Schrittmotoren mit externen DQ542MA-Treibern (ersetzen die internen DRV8825-Treiber, Enable-Pin via $4=1 invertiert), gesteuert über UCCNC bzw. Mach4 auf einem Windows-PC, verbunden über Ethernet.
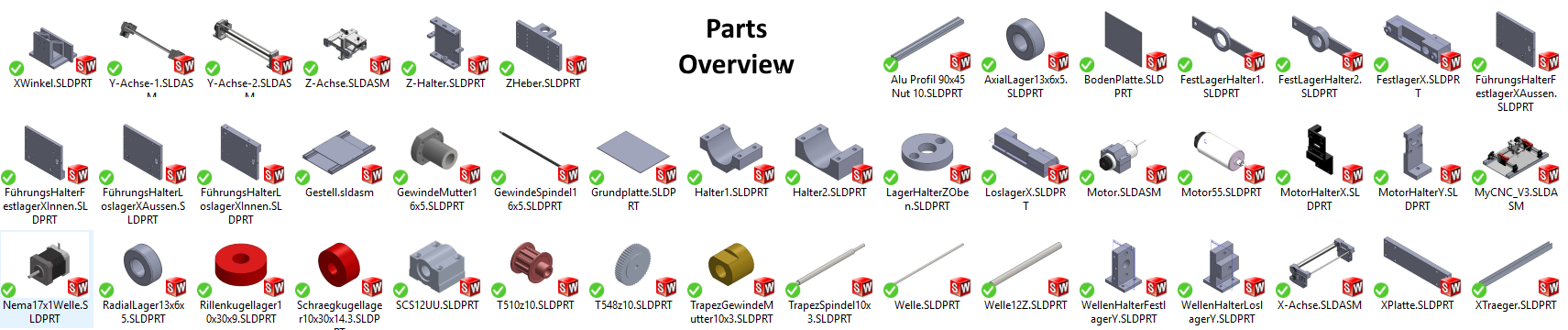
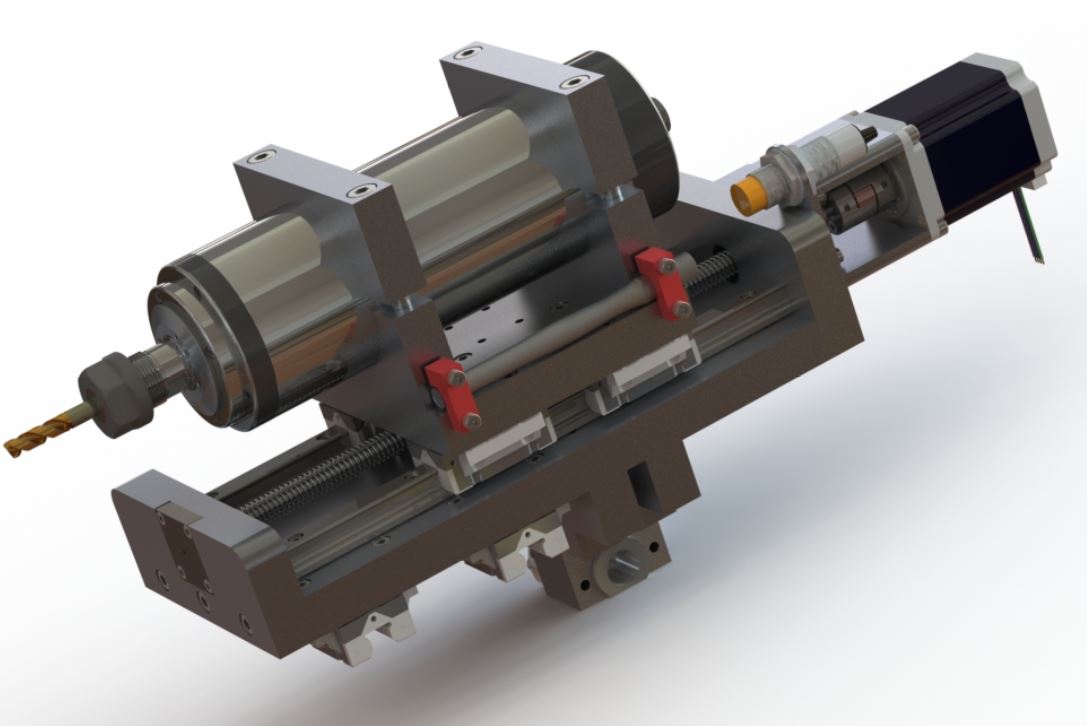
3D-Modelle
CAD-Modelle für beide Hauptversionen sind als Download verfügbar.
Videos – die Maschine in Aktion
Bohren in Holz, Fräsen in POM (Polyacetal) und mehrere Status-Updates der V4.
Galerie